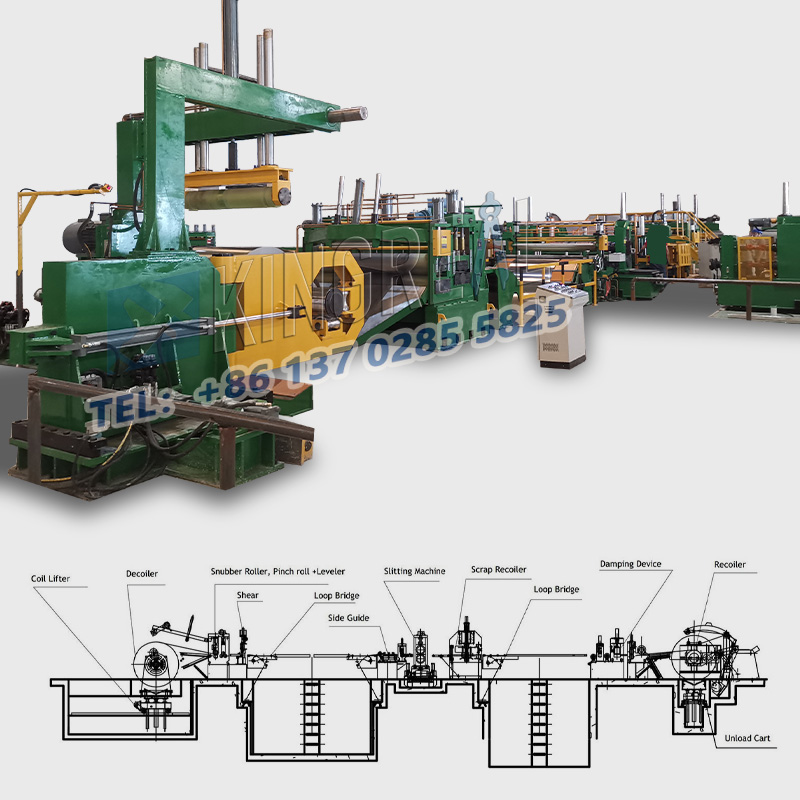
Во аМашинска линија за метали за сечење, улогата на станицата за напнатост е да се обезбеди материјалот да одржува постојана напнатост за време на процесот на отсекување. Ова е од суштинско значење за да се обезбеди квалитет на намалување и точност. Станицата за напнатост обично се постигнува со контролирање на положбата на ролерите и ротацијата на рачката за прилагодување на напнатоста, или со прилагодување на напнатоста на материјалот преку уредот за напнатост на контролорот за напнатост. Точните поставки за напнатост можат да помогнат да се постигне ефикасно, конзистентно и високо квалитетно производство.


За правилно да ја поставите напнатоста на лизгачот, треба да размислите за фактори како што се видот на материјалот, брзината на материјалот и структурата на лизгачот. Различни видови на материјали бараат различни поставки за напнатост, додека брзината на материјалот и структурата на лизгачот исто така ќе влијаат на поставките за напнатост. Премногу висока или премногу ниска напнатост ќе влијае на продуктивноста и квалитетот на производот, така што треба да се прилагоди според реалната состојба за да се постигне најдобрата ефикасност на производството.
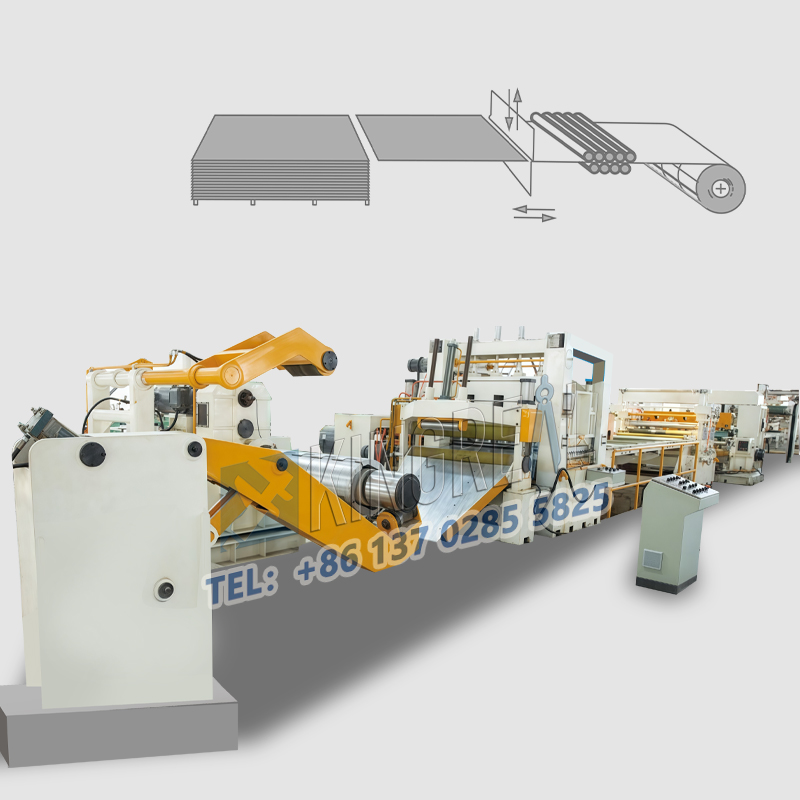
1. Овие проблеми директно ќе доведат до неправилно ликвидација, што резултира во брановидни рабови, искривени рабови и така натаму;
2. Прекумерна затегнување на ликвидација: директно доведуваат до готови облик на диск на производот, форма на тапан, итн.;
3. Опрема Механички неуспех: како што е тапан за пренос или празно оштетување на тапанот, што резултира во движење на вратилото; Прецизноста на динамичното балансирање на тапанот е премногу мала;
4. Проблем со дизајнот на системот за затегнување: Проблемот со соодветноста на системот за напнатост ќе доведе до напнатост не е контролиран, со што ќе доведе до оваа состојба;
5. Избор на форма на ликвидација: Постојат различни начини на ликвидација. Според различните карактеристики на производот, изборот на ликвидација, ликвидација на површината, ликвидација на површината, ликвидација на површината, лизгање и други форми;
6. Избор на алатки за сечење: Формите за сечење на сечење на стругалка, стрижење, сечење на притискање и тркалање зависат и од различни карактеристики на материјалот. Точноста не може да се обезбеди ако не се избрани правилно;
7. Други детали: предизвикани од статичка електрична енергија, работа со опрема, својства на суровини и други проблеми.