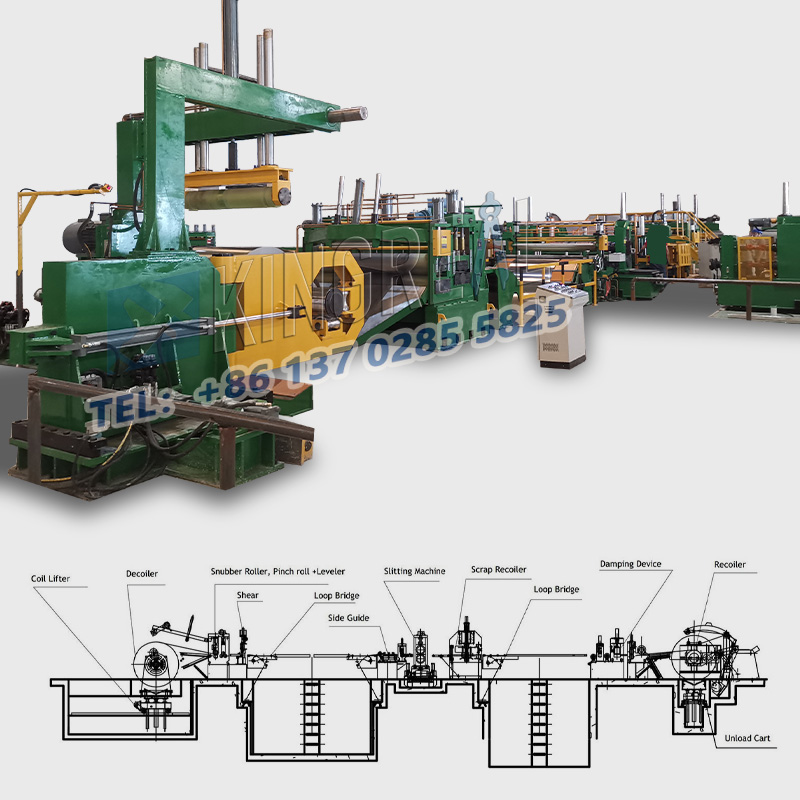
Кога налинија за сечење на челични намоткисе користи, без разлика за работата на одмотување или премотување, дијаметарот на ролната во опремата на машината за сечење за работа, неизбежно е со широк опсег на временски промени, да се предизвика широк опсег на промени на параметар во контролниот систем што одговара на него. Оваа опрема за преклопување што се користи, за директно влијание на динамичкиот и статичкиот квалитет на системот, се смета за резултат.

Кога станува збор за контрола на напнатоста намашина за сечење листови, тоа едноставно се однесува на контролата на затегнатоста. Улогата на контролата на тензијата е всушност да се спречи употребата на опремата, феноменот на внатрешен стрес на намотката, врз основа на оваа превенција, но исто така и од страната на јадрото на лентата поради истиснување и деформација на лошите набори, кои произведуваат отпад, неизбежно ќе резултира во нашите соседни дискови помеѓу работ на лентата се појави да се испреплетуваат, но, исто така, доведе до феноменот на не може да се подели на дискови.
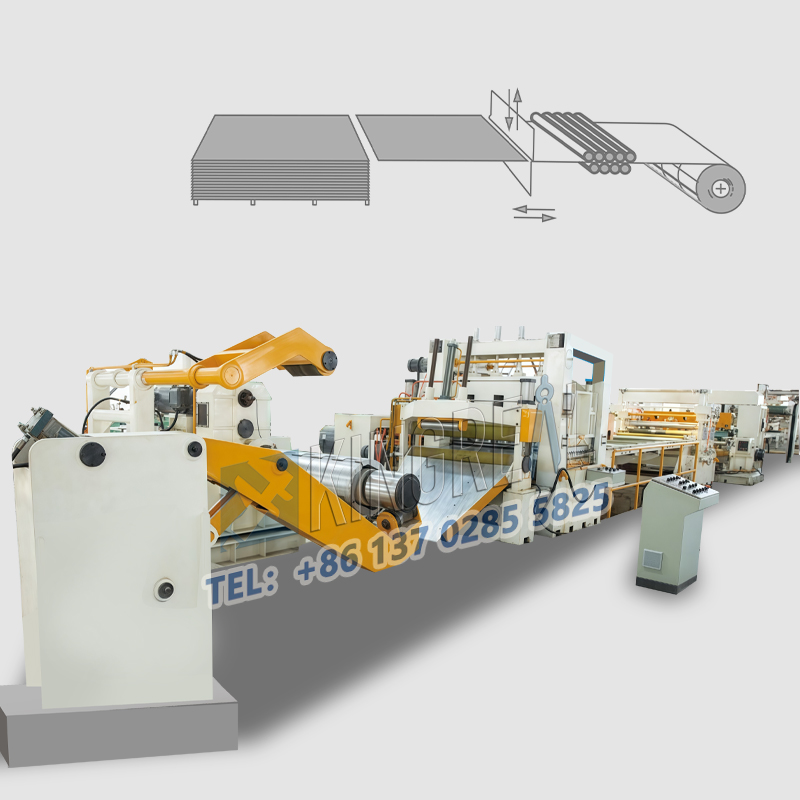
Slitter опрема на системот е добра или лоша, вистинската употреба на времето, главната работа е да се погледне во нашиот систем не е во состојба да ги исполни барањата на еден од неговите процеси. Имајте на ум дека за да се користи компаративен дизајн идеи за контрола, самиот систем, системот за контрола во употреба, но исто така и за да се осигура дека самата опрема има подобри механички и електрични перформанси.
Метална линија за сечење во стабилна состојба, опремата на брзината на временската линија е вклученаконстанта надвор, за неговиот систем, тогаш е обврзана да се бара да биде во константна состојба на одмотување на напнатоста, но исто така може да ја промени состојбата на намотување на затегнатоста. Во времето на намотување, напнатоста на намотување на опремата за сечење на машината исто така треба да обрне внимание со нашиот радиус на намотување за да се зголеми до соодветното прилагодување.