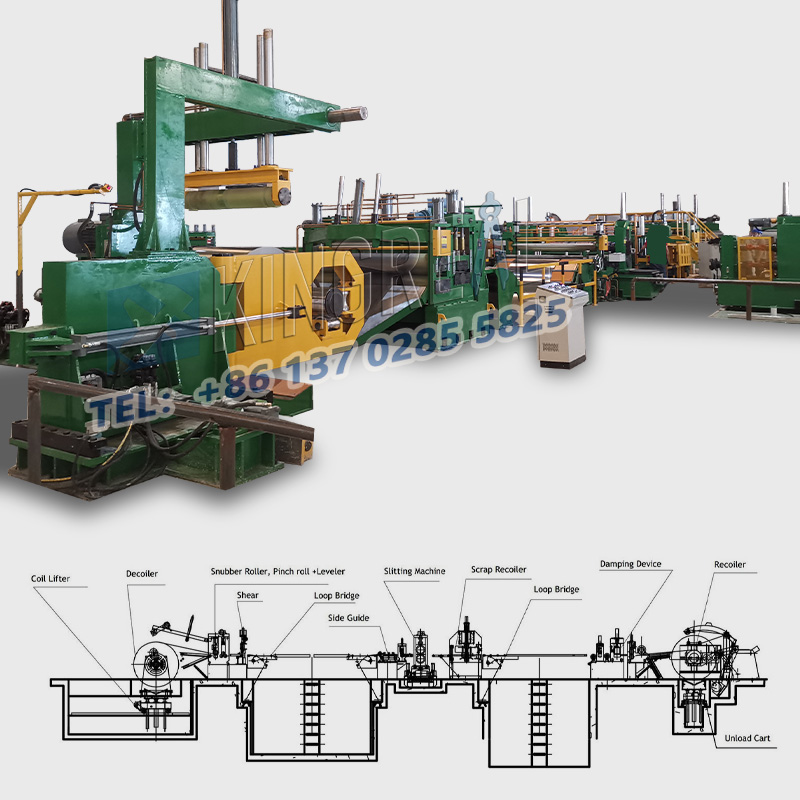
Во областа на обработка на метални калем,машини за сечење челични лентисе користат за надолжно сечење метални намотки како што се нерѓосувачки челик, алуминиум, јаглероден челик и силициум челик. Прецизноста на димензиите на тесните ленти, мазноста на сечењето и присуството или отсуството на бруси или камбери се директно определени со клиренсот помеѓу горните и долните сечила на линијата за сечење на челичните ленти.
Во секојдневното производство, секогаш кога се менува дебелината на серпентина што се обработува или се користат различни материјали со различна цврстина, операторот мора истовремено да го прилагоди клиренсот на сечилото на машината за сечење челични ленти.
Соодветниот клиренс на сечилото овозможува линијата за сечење на челичните ленти да сече тесни ленти со висока прецизност со мазни засеци без жлебови и униформни слоеви на пресек; несоодветните вредности на клиренсот ќе резултираат со бројни производствени дефекти како што се виткање на рабовите, чипнување на сечилото, свиткување на лентите и акумулација на рабови. Овој напис, KINGREAL STEEL SLITTER, ќе го комбинира практичното искуство со стандардите за параметри на клиренсот за целосно да ја објасни логиката на прилагодување, практичните методи и спецификациите за поставување параметри за расчистување на сечилата кај машините за сечење челични ленти.

Врска помеѓу расчистување на сечилото и прецизноста на лентата во машините за сечење челични ленти
Расчистувањето на сечилото на машината за сечење челични ленти се однесува на радијалната празнина што останува кога горните и долните комплети кружни сечила за стрижење ќе се спојат. Оваа вредност не е фиксна константа, туку динамички се менува со двете основни променливи на дебелината и цврстината на обработениот материјал. Овие два фактори директно го одредуваат квалитетот на сечење налинија за сечење на челични ленти.
1. Дебелина на материјалот
Кога дебелината на обработениот материјал на серпентина се менува, клиренсот на сечилото на машината за сечење челични ленти мора соодветно да се прилагоди. Ако линијата за сечење на челичните ленти обработува дебели метални ленти, клиренсот на сечилото треба соодветно да се зголеми; премалото растојание ќе предизвика горните и долните сечила насилно да го стискаат материјалот на листот, веднаш зголемувајќи го товарот на телото на сечилото, што лесно може да доведе до кршење на сечилото и деформација на вратилото на секачот, значително скратувајќи го работниот век на секачите и вретеното на машината за сечење на челични ленти.
Спротивно на тоа, кога линијата за сечење на челичната лента се префрла на обработка на тенки материјали, клиренсот на сечилото мора да се намали. Ако клиренсот е преголем, материјалот од листот не може целосно да се исече со сечилата, рабовите на материјалот ќе се скинат за време на процесот на стрижење и ќе се појават голем број на бруси од двете страни на завршената лента. Во тешки случаи, целата тесна лента ќе има заобленост, која ги надминува димензионалните толеранции и не ги исполнува барањата за процесите на печат, свиткување и формирање низводно.
За екстремно тенки метални ленти со дебелина помала од 0,1 мм, теоретскиот јаз на сечилото на машината за сечење метал се приближува до нула, потпирајќи се на микро-преплетувањето на сечилата за да се постигне прецизно отсекување.
2. Цврстина на материјалот и цврстина на истегнување
Различните метали покажуваат значителни разлики во цврстината на истегнување и цврстината, што резултира со сосема различни опсези на јазот на сечилата погодни за машините за сечење челични ленти. Материјалите со висока цврстина и висока цврстина на истегнување, како што се дебел јаглероден челик, нерѓосувачки челик и силициум челик, имаат густи молекуларни структури и поголема отпорност на смолкнување, што бара поголеми празнини на сечилата во линиите за сечење на челични ленти. Меките материјали со мала цврстина, како што се чист алуминиум и тенки алуминиумски лимови, имаат висока пластичност и мала отпорност на смолкнување, што овозможува соодветно помали празнини на сечилата во машините за сечење челични ленти.
Физичкиот принцип на резба на метал не е чисто сечење, туку делумно стрижење и затегнување на лимниот материјал под притисок на сечилото. Материјалите со поголема цврстина имаат поголем дел од пластична фрактура, што бара поголеми празнини за да се постигне мазен пресек. Мекиот алуминиум покажува голема пластична деформација; прекумерните празнини може да предизвикаат истиснување на материјалот, лупење и дефекти на виткање.
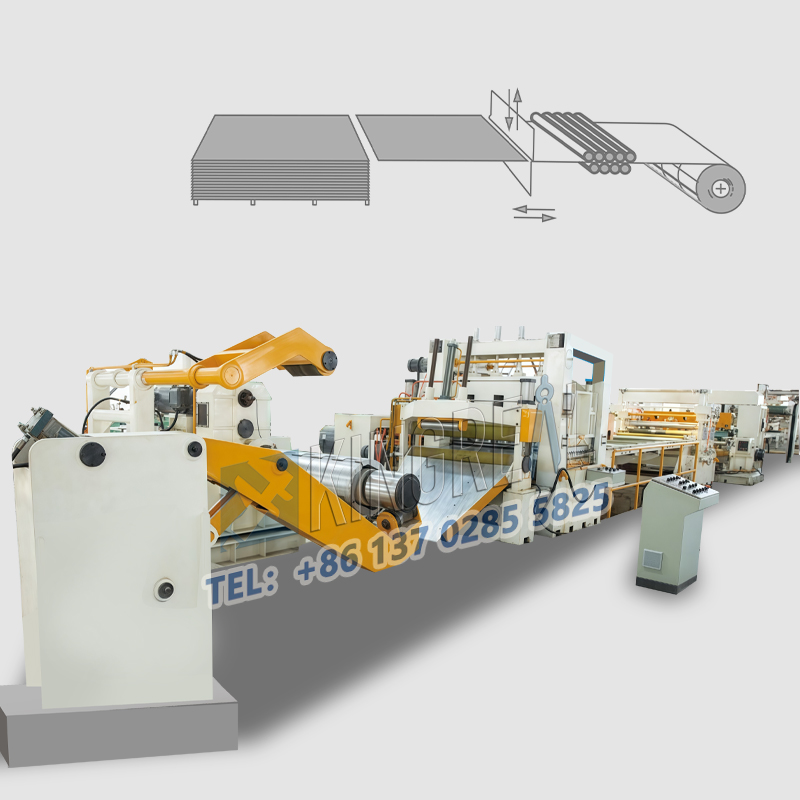
Стандарден метод за прилагодување за јазот на сечилото на линијата за сечење челични ленти
Во моментов, повеќето мејнстриммашини за сечење челични лентина пазарот се потпираат на прецизни шипки за да се постигне прецизна контрола на јазот на сечилото. Со додавање или отстранување на шипки и чаури со различни дебелини, прецизно се контролира радијалниот јаз помеѓу горните и долните сечила на вратилото за сечење. Целосниот процес на прилагодување се состои од четири основни операции:
(1) Усогласување на Шим со основната празнина
Пред формалното сечење, прво потврдете го материјалот и дебелината на ролната, изберете ја основната вредност на јазот според табелата со параметрите на јазот, а потоа изберете прецизни шипки со соодветната дебелина што треба да се склопат од двете страни на оската за сечење и сечилата на линијата за сечење на челичната лента. Прецизно усогласената дебелина на облогата гарантира дека сечилата на машината за сечење на челичните ленти се рамномерно заглавени, спречувајќи еднострано истиснување, чипкање и виткање на рабовите за време на процесот на стрижење. Ова значително го намалува абењето на сечилата и го продолжува работниот век на целиот сет на секачи.
(2) Мелење и корекција на концентричноста на сечилото
Ако линијата за пробивање на челичната лента се користи под висок интензитет долго време и сечилата се удираат на едната страна, концентричноста на сечилото ќе стане неурамнотежена. Дури и ако спецификациите на облогата се точни, јазот на сечилото ќе флуктуира за време на работата. Овој тип на дефект не може да се прилагоди со помош на шипки. Целиот сет на ножеви треба да се расклопат од оската за сечење на машината за сечење челични ленти, да се испратат до професионална брусница за повторно мелење и надворешно брусење, корегирање на концентричноста на сечилото, а потоа повторно да се инсталираат на линијата за сечење на челичните ленти пред повторно да се прилагоди јазот на облогата.
(3) Поправање на неурамнотежените шахти на секачот за сечење
Горните и долните вратила за сечење на машината за сечење челични ленти се подложени на удари на стрижење во текот на долг период, што резултира со мало свиткување и нерамномерно абење на површината. За време на ротацијата на вратилото, јазот на сечилото периодично се поместува, што резултира со бруси на едната страна од завршената лента и мазно сечење од другата. За да се реши ова, машината треба да се запре, да се расклопи склопот на вратилото за сечење на линијата за сечење челични ленти, да се заземјат и коригираат истрошените области на телото на вратилото и да се калибрира динамичната рамнотежа на вратилото за сечење за да се елиминираат флуктуациите на јазот предизвикани од ротација.
(4) Стабилизирање на јазот за стрижење со чаури
Рамките и чаурите на сепараторот се основни помошни компоненти за прилагодување на јазот во машината за сечење челични ленти. Инсталирани на двете страни на секоја група сечила за сечење, тие можат прецизно да ги одвојат сечилата, да го контролираат јазот за сечење од една група и да го одржуваат хоризонталниот паралелизам на горните и долните сечила. Челичните дихтунзи и чаури со висока цврстина обезбедуваат висока цврстина, спречувајќи гребење и судир на ножевите по склопувањето. Тие, исто така, обезбедуваат еднообразно растојание помеѓу повеќекратните сечила за сечење на целата осовина за сечење на линијата за сечење челични ленти, одржувајќи конзистентна точност на сечењето низ повеќе ленти.
Стандардно поставување спецификации за параметрите на јазот на сечилото на линиите за сечење челични ленти
Основната референца за поставување на јазот на сечилото намашини за сечење челични лентие дебелината, цврстината и цврстината на истегнување на обработениот материјал. Табелата подолу го прикажува стандардниот јаз за различни најчесто користени метали компатибилни со линии за сечење челични ленти:
|
Дебелина |
Нерѓосувачки челик |
Алуминиум |
Челик |
Јаглероден челик |
Силиконски стиl |
| <0,1 мм |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4мм |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 мм |
12-18 |
10-15 |
10-15 |
18-25 | / |
| > 1,0 мм |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Прилагодувањето на јазот на сечилото на машината за сечење челични ленти е основен процес за контролирање на квалитетот на готовиот производ за сечење намотки. Прецизното усогласување на вредноста на јазот директно влијае на ефикасноста на производството, абењето на алатот и стапката на квалификација на готовиот производ на линијата за сечење челични ленти. За време на секојдневното работење на машината за сечење челични ленти, операторите мора да ги запомнат параметрите на јазот што одговараат на материјалот и дебелината, да користат прецизни шипки за правилно прилагодување и редовно да ги проверуваат сечилата и вратилото за сечење за да ги намалат производните дефекти како што се бруси, чипс и отстапувања на димензиите.
За повеќе информации залинија за сечење на челични лентипуштање во работа, избор на алат, совети за обработка на серпентина или за приспособување на целосно автоматски машини за сечење челични ленти погодни за нерѓосувачки челик, јаглероден челик и алуминиум, ве молиме контактирајте директно со KINGREAL STEEL SLITTER!