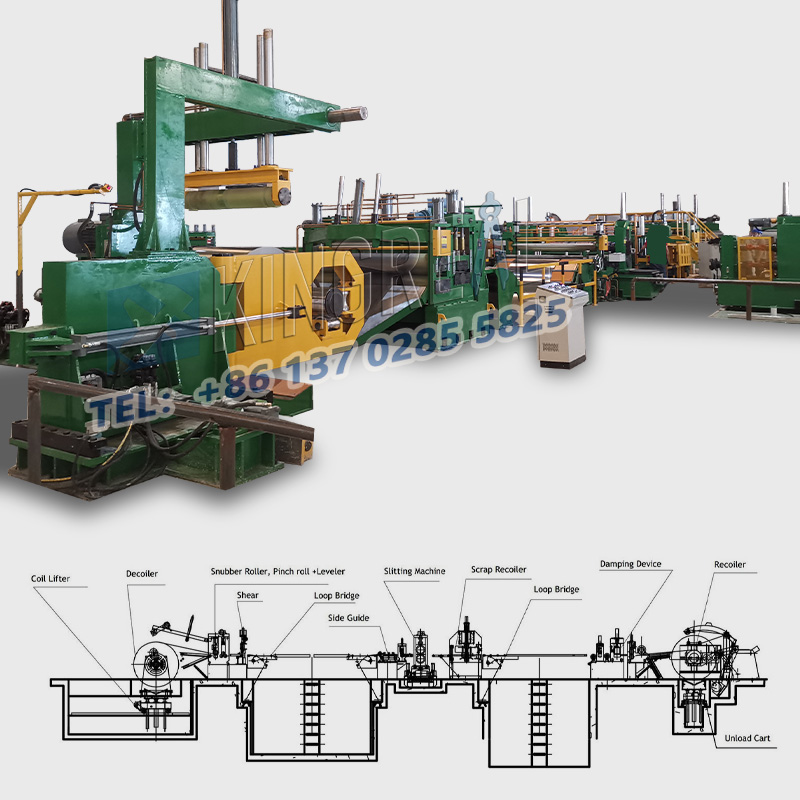
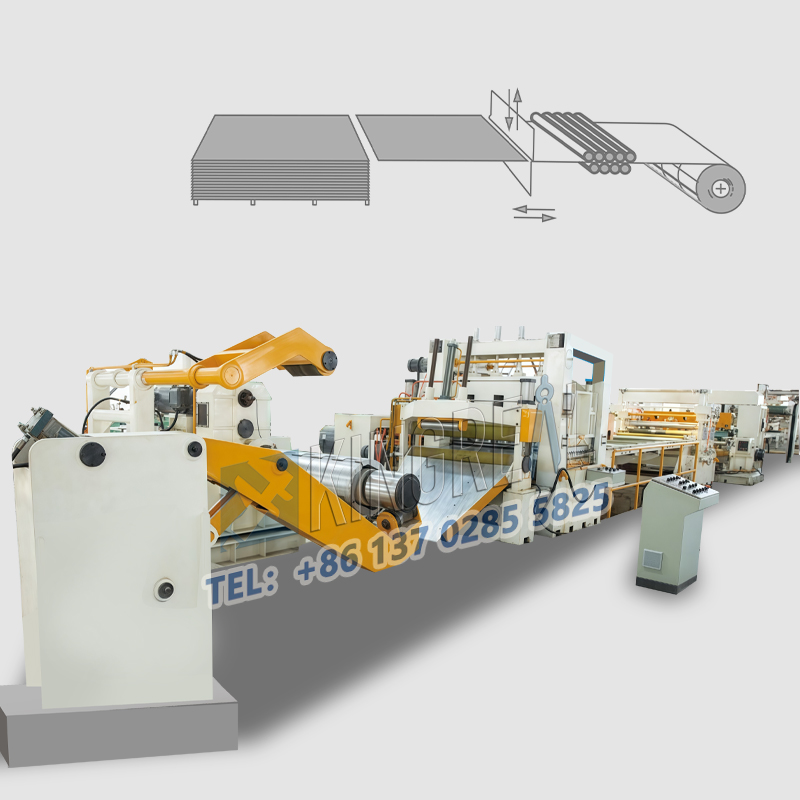
Машини за сечење металшироко се користат во металопреработувачката индустрија, првенствено за сечење големи ролни метален материјал на неколку тесни ленти. Меѓутоа, за време на вистинската работа, металните линии за сечење може да доживеат различни абнормалности, што ќе доведе до намалена ефикасност на обработката или материјален отпад. Оваа статија од KINGREAL STEEL SLITTER ќе се осврне на неколку вообичаени оперативни проблеми со машините за сечење метал и ќе обезбеди соодветни решенија за да им помогне на корисниците подобро да ги користат нивните метални линии за сечење.
1.1 Колапс на калем
По пресекот, кога челичниот калем ќе се извади од макарата, често се урива и добива овална форма. Главната причина за оваа појава е недоволната напнатост за време на процесот на намотување или присуството на превентивно масло од 'рѓа на површината на челичната лента, што спречува доволно триење помеѓу слоевите. За да се реши овој проблем, може да се преземат следниве мерки:
1.1.1 Погрижете се да се примени доволно напнатост за време на процесот на намотување за да се спречи деформација на серпентина.
1.1.2 Редовно проверувајте ја површината на челичната лента за да се уверите дека е чиста и без масло, со што ќе се обезбеди добро триење помеѓу слоевите.
1.2 Нерамни челични рабови на калем
Нерамните челични рабови на серпентина главно се предизвикани од следниве фактори:
1.2.1 Лошо затегнување: Слабата напнатост на почетокот на намотувањето и силната напнатост на крајот на намотувањето доведува до нерамномерно намотување. За да се избегне ова, напнатоста треба да се зголеми на почетокот на ликвидацијата и да се намали на крајот.
1.2.2. Пред работа, потврдете дека лентата за сечење е цврсто прикачена на површината на макарата за да се обезбеди рамномерно затегнување.
1.2.3. За да се намали осцилацијата, може да се користи тепих или филц по јамата на јамката за контакт со површината на челичната лента, а малите ролки за водич треба да се фиксираат.
1.2.4 Генерирање на бруси: за тесни челични ленти, големите бруси или неконзистентни бруси од двете страни за време на сечењето може да доведат до нерамномерно намотување. Се препорачува да се преврти челичната лента со бруси свртени нагоре во јамата на јамката, така што брусите се свртени надолу, ефикасно спречувајќи го овој проблем.
По пресекот, челичната лента може да покаже деформација како странично свиткување. Причините се доста сложени:
2.1 Нерамномерен јаз на смолкнување:
На амашина за сечење метал, неточни референтни точки на рамото на вратилото за сечење, прекумерно аксијално растојание на лежиштето на вратилото за сечење или грешки во разделувачот или неговата дебелина може да доведат до нерамномерни празнини на смолкнување, што резултира со деформација. Редовната проверка и калибрирање на линијата за сечење метал за да се обезбеди нејзино нормално функционирање може ефикасно да ја спречи оваа ситуација.
2.2 Варијација на дебелината на материјалот:
Разликата во дебелината помеѓу средните и рабните делови на широкиот материјал е чест проблем, особено кај валани материјали. Поради разликите во техниките за прецизност и прилагодување на линијата за сечење метал, варијациите на дебелината на материјалите од различни производители исто така се разликуваат. Се препорачува да се изврши тестирање на дебелината пред обработката и да се прилагоди според вистинската разлика во дебелината.
2.3 Свиткување на основниот материјал:
Внатрешниот напон што се создава во основниот материјал за време на тркалањето се нарекува потенцијален резидуален напон. Губењето на рамнотежата на напрегањето по надолжното сечење може да доведе до свиткување на челична лента. Затоа, изборот на висококвалитетни суровини и оптимизирање на процесот на тркалање се важни решенија.
2.4 Неконзистентни бруси или рабови:
Ако дебелината на плочата е поголема на страната со поголеми бруси за време на намотување, тоа ќе доведе до поголем дијаметар на намотката и ќе формира свиок во форма на труба. За да се реши ова, може да се вметне хартија со соодветна дебелина од другата страна или да се примени процес на сечење.
2.5 Брановидни рабови на лентата:
За време на процесот на намотување, присуството на бруси може да доведе до зголемена дебелина на работ на челичната лента, што резултира со издолжување на рабовите. За време на работата на машината за сечење метал, хоризонталниот клиренс треба да се зголеми за да се намали страничниот притисок. Дополнително, користењето сечила погодни за материјалот што се сече и намалувањето на абењето на сечилата исто така помага да се реши овој проблем.
3.1 Фатени од сечилата
Кога се сече тесна челична лента, ако плочата за притисок во форма на прст не го пополни целосно јазот помеѓу двете надворешни ножеви, челичната лента може да биде зафатена од двете надворешни сечила, што ќе резултира со набори. Ефикасна стратегија за спречување на овој проблем е да се пополни јазот помеѓу надворешните сечила со рамна плоча под притисок и да се осигура дека керозинот редовно се нанесува на сечилата за да се намали триењето.
3.2 Свиткување на вилиците на барабанот за намотување
Кај машините за сечење метал, ако челичната лента не се прилепи цврсто на барабанот за намотување при првото поминување на намотување, може да се појават набори при последователно намотување. За да се избегне ова, вилиците на барабанот за намотување треба редовно да се проверуваат и треба да се осигура дека челичната лента е безбедно и цврсто прицврстена на барабанот на почетокот на намотувањето.
4.1 Ознаки на сечилото предизвикани од плочи под притисок
Ако висината на плочата за притисок не е во согласност со водечката плоча, тоа може да предизвика прекумерен притисок врз челичната лента, што ќе резултира со траги на сечилото. Затоа, висината на плочата за притисок треба редовно да се проверува и прилагодува за да се осигура дека е во согласност со висината на плочата за водење.
4.2 Вибрации на плочата за притисок на сечилото
Кога плочата за притисок на сечилото вибрира нагоре и надолу, може да предизвика и траги на сечилото. Овие траги на сечилото обично се периодични, а главните причини вклучуваат свиткување на вретеното, прекумерно растојание помеѓу сечилото и вретеното и синтерување на метални остатоци од другата страна на сечилото. Проверката на состојбата на вретеното и одржувањето на сечилата чисти може ефикасно да го намали појавувањето на траги од сечилата.
Метални линии за сечењенеизбежно се соочуваат со различни проблеми при секојдневна употреба, но многу проблеми може да се избегнат или ублажат преку детална проверка и одржување. Разбирањето и совладувањето на заедничките проблеми и нивните решенија за машините за сечење метал може да им помогне на корисниците да ги оптимизираат производните процеси и да ја подобрат ефикасноста на работата. KINGREAL STEEL SLITTER се надева дека горенаведените предлози ќе ви дадат вредна референца при користењето на вашата линија за сечење метал и ќе обезбедат нејзино континуирано и ефикасно работење. Ако имате какви било прашања, слободно контактирајте со KINGREAL STEEL SLITTER!