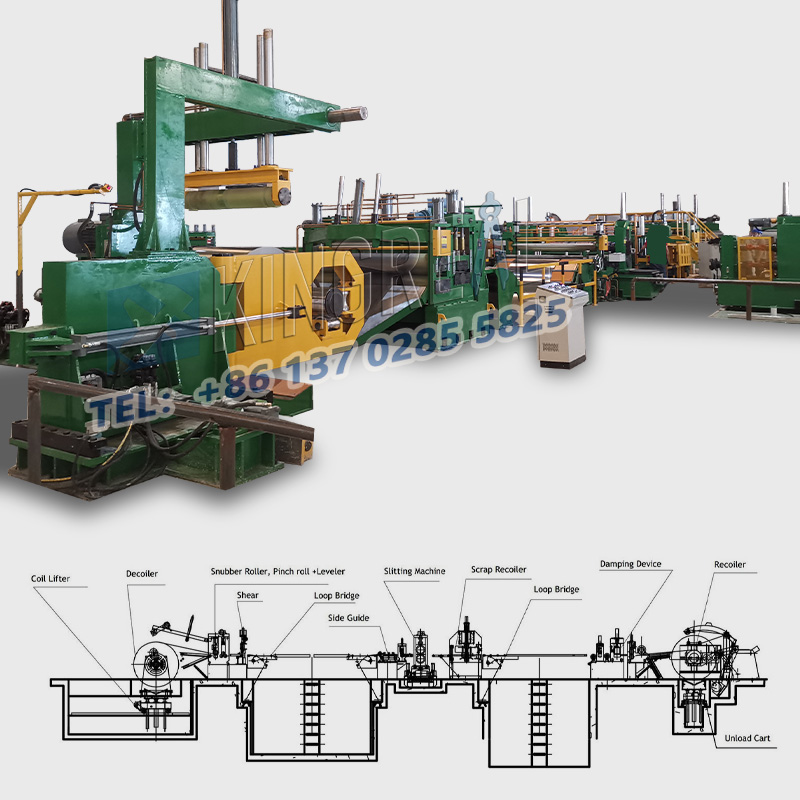
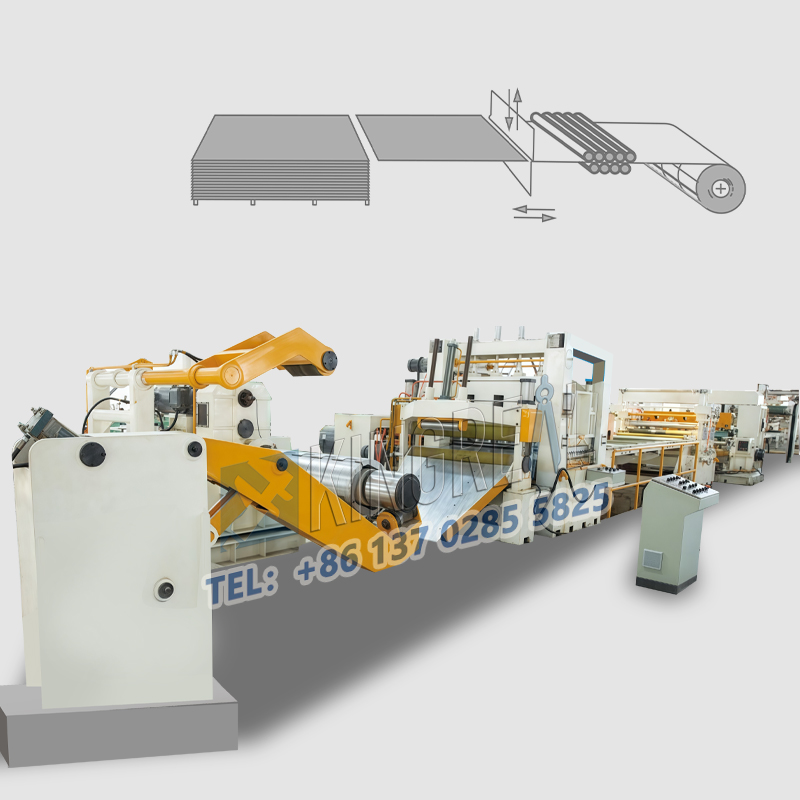
Линии за сечење на челични намоткиизведувајте операции како што се одмотување, отсекување и премотување на широки ролни материјал за да се создадат тесни ленти со голема прецизност и без бруси. Сепак, може да се појават некои ненормални појави за време на работата на машината за сечење на челичните намотки, вклучително и ненормална форма на намотување и деформација на обработката на лим. Оваа статија од KINGREAL STEEL SLITTER ќе даде детално објаснување за тоа како да се решат вообичаените проблеми во линиите за сечење на челични намотки за да се обезбеди ефикасно работење.
1. Мека намотка
- Феномен: Поради лабавост, челичната намотка развива мека намотка во форма на овална откако ќе се извади од вратилото на машината за премотување.
-Решение: Погрижете се да има доволно напнатост на почетокот на намотувањето, а потоа полека намалувајте го притисокот како што расте волуменот на серпентина. Правилното прилагодување на напнатоста може ефикасно да спречи појава на меки намотки.
2. Нерамномерно намотување
-Феномен: Челичната намотка покажува телескопска форма предизвикана од неправилно намотување.
- Причини и решенија:
A. Недоволно затегнување: Ако почетната напнатост е ниска, при доработката сигурно ќе се појават неусогласени. Почнувајќи со намотување, се препорачува да се подигне напнатоста; прогресивно намалувајте го како што расте волуменот на серпентина.
Б. Неурамнотежена напнатост: Лошиот агол на сечење или неусогласеноста на водичот може да предизвика непредвидливи должини на секоја страна. Проверете дали машината за премотување е правилно порамнета за да помогне да се минимизира можноста за варијации на затегнатоста; проверете ги неговите поставки.
В. Лоша положба на заглавување на внатрешната клешта: Неконзистентното заглавување предизвикува промени на напнатоста; положбата на сепараторот треба повторно да се прилагоди за да се обезбеди конзистентност.
Д. Челична лента што се ниша налево и надесно во јамката: Користењето меки материјали како филц за притискање надолу може ефикасно да го спречи замавнувањето.
Д. Запирање на производната линија: При рестартирање по застанување, треба да се обрне внимание на обновувањето на напнатоста за да се одржи стабилен притисок на намотување.
Ѓ. Неправилно поставување на ширината на сепараторот: проверете дали ширината на сепараторот е соодветно поставена, генерално ширината на готовиот производ плус дебелината на плочата.
3. Свод со внатрешен дијаметар
- Феномен: За време на процесот на намотување, челичната намотка одеднаш покажува лачење на внатрешниот дијаметар кога се отстранува од машината за премотување.
-Причина: Ова обично е поврзано со прекумерна напнатост на намотување, особено кога се обработуваат дебели плочи.
-Решение: Прилагодете го притисокот и обезбедете рамномерна напнатост за да избегнете лачење на внатрешниот дијаметар.
1. Свиткување налик на змија (срповит)
-Феномен: Стрижењето предизвикува свиткување на челичната намотка во насока на ширината.
-Причини и контрамерки:
A. Проблеми со суровината: Преостанатиот стрес во матичната намотка се ослободува по стрижењето. Се препорачува да се изврши третман за ослободување од стрес при обработка на материјалот.
Б. Проблеми со брусите: Бришките предизвикуваат нерамна дебелина на рабовите. Одржувајте остри алатки за време на обработката за да избегнете бруси.
В. Нерамна празнина на сечилото: Обезбедете рамномерна празнина на сечилото за да избегнете разлики во истегнување предизвикани од претерано големи или мали празнини во одредени области.
Г. Еднострано затегнување на повратникот: Одржувајте униформа севкупна напнатост и прилагодете ги сепараторите и затезните плочи за да се обезбеди конзистентност.
E. Премногу затегнати странични водилки: соодветно прилагодете ги страничните водилки за време на сечењето за да избегнете прекумерно затегнатост.
2. Бранови на рабовите
-Феномен: Рабовите на челичната лента се деформираат поради истегнување.
-Причини и контрамерки:
A. Бранови на работ предизвикани од бруси: Зајакнете го следењето на брусите и веднаш ракувајте со нив.
Б. Преголем притисок од мерниот валјак: Прилагодете ги параметрите на притисокот на валјакот за да спречите прекумерно истегнување.
В. Странично абење на алатот за сечење: за да се гарантира квалитетот на сечењето, често проверувајте ја состојбата на алатот за сечење.
Г. Висинска разлика во страничните водилки: Редовно проверувајте ја висината на алатите за сечење за да се обезбеди конзистентност.
И.
3. Набори на половината
-Феномен: Низ наборите се појавуваат во насока на ширината на челичната плоча.
-Причини и контрамерки:
A. Набори предизвикани од ножот за сечење: Прилагодете ја големината на гумените прстени за да спречите да бидат фатени од алатите за сечење.
Б. Проблеми со обликот на суровината: Користете машина за израмнување со три ролни и извршете проверка на квалитетот пред чекорот на сечењето.
В. Проблеми со барабанот за проширување и собирање: Обезбедете добар контакт помеѓу челичната лента и барабанот за време на процесот на проширување и стегање за да избегнете нерамномерност.
4. Ознаки за ликвидација
-Феномен: Нерамномерноста на површината на барабанот што се шири и стега, влијае на квалитетот на намотувањето.
-Контрамерки: Редовно проверувајте ја површината на барабанот што се шири и стега и навремено повторно приспособете го или заменете го.
5. Брчки
-Феномен: На површината на челичната плоча се појавуваат брчки.
- Причини и решенија:
A. Проблеми со облогата на хартијата: Обезбедете го квалитетот на хартијата за облога и избегнувајте преклопување и збрчкање.
Б. Проблеми со гумените прстени: Редовно испитувајте ја состојбата на гумените прстени за да бидете сигурни дека тие не се лабави.
В. Неправилно прилагодување на затегнатоста: Зајакнете го прилагодувањето на плочата за затегнување за да спречите брчки.
При решавање проблемилинија за сечење на челични намоткинеисправности, треба да се усвои систематски пристап. Обично може да се следат следниве чекори:
-Снимање податоци: Снимајте ја работната средина, времето и поставете ги параметрите кога ќе се појави дефект.
-Инспекција на лице место: направете визуелна инспекција за да го набљудувате работниот статус на машината за сечење на челични намотки.
-Комуникација со операторот: Прашајте го операторот за работните чекори пред да се случи дефектот.
-Решавање проблеми чекор-по-чекор: Проверете ги потенцијалните проблеми еден по еден според горната класификација на дефекти.
-Употреба на алат: Користете потребни алатки и инструменти за мерење и прилагодување.
KINGREAL STEEL SLITTER се надева дека преку овој напис ќе можете ефикасно да се справите со различни проблеми во работењето налинија за сечење на челични намоткии да се обезбеди стабилно и континуирано производство. Редовното одржување и професионалната обука се исто така важни мерки за спречување на дефекти.