Еден од најважните фактори за гарантирање на квалитетот на тесните ленти е прецизното резување. Без разлика дали не'рѓосувачки челик, челик, алуминиумска легура, бакар, PPGI, ладно валани или топло валани, одржувањето на тесни толеранции за време на сечењето веднаш се поврзува со квалитетот на производот, ефикасноста на обработката низводно и задоволството на клиентите. Тесните ленти може да се отфрлат дури и за мали разлики во ширината на процепот, дефекти на рабовите или промени во закривеноста на материјалот.
Значи, како можете правилно да управувате со aлинија за сечење на челични лентида се постигнат тесни толеранции? Оваа статија испитува пет клучни аспекти: поставување на машината за сечење на челични ленти, контрола на затегнатоста, конфигурација на алатот, ракување со материјали и одржување на линијата за сечење челични ленти.

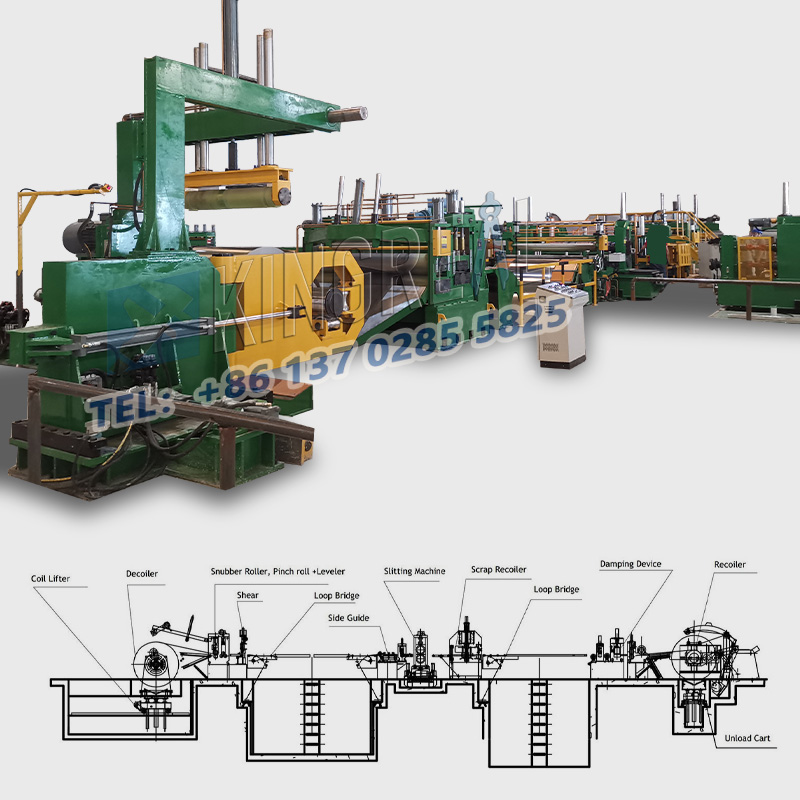
Почетното поставување намашина за сечење челични лентие од фундаментално значење за постигнување на толеранции на цепење. Пет клучни аспекти мора да се решат пред стартување:
-Порамнување на линијата за пробивање на челични ленти: пред да го вклучите материјалот, проверете ја усогласеноста на мандрелата (за да се обезбеди точна работа на јадрото), оската на процепот (паралелно со оската за одмотување/премотување) и основата на машината за сечење на челични ленти. Алатките за ласерско усогласување се користат за да се обезбеди прецизно позиционирање на компонентите за да се избегнат грешките предизвикани од неусогласеност.
-Избор и монтажа на магнетно јадро: Изберете кружно, директно магнетно јадро со внатрешен дијаметар што одговара на вратилото на машината за сечење челични ленти. Проверете дали е безбедно инсталиран за да спречите лизгање или деформација. Грешките во јадрото на концентричност може да патуваат до отворот за отсекување, со што се загрозува квалитетот на рабовите и точноста на ширината.
-Позиционирање на алатот: прецизно приспособете ја положбата на алатот за да ја одредите ширината на процепите според спецификациите на нарачката со помош на мерач за калибрација или проверено дигитално отчитување за линијата за сечење на челичните ленти. Проверете пред стартувањето за да се уверите дека алатката е заклучена на своето место за да спречите поместување и предизвикување отстапување.
-Водич за тркалање: Прилагодете ја почетната положба на водилката за да ја центрирате ролната пред да влезете во областа за сечење за да спречите нерамномерно затегнување и отстапување на сечењето, обезбедувајќи стабилност на димензиите.
-Потврда на програмата: Ако машината за сечење челични ленти може да се програмира, потврдете дека е вчитана точната програма и дека параметрите како што се кривата на напнатост и брзината на отсекување ги задоволуваат работните барања за да се избегнат параметарски грешки што може да влијаат на толеранциите.
 |
 |
Стабилната напнатост е клучна за намалување на толеранциите и бара управување во четири клучни области:
- Конзистентност на тензијата: Одржувајте униформа напнатост во текот намашина за сечење челични лентипроцес, од одмотување, сечење, до премотување. Промените во ширината на материјалот, истегнувањето, бранувањата на рабовите, наведнувањето и толеранциите се сериозно погодени од промената на стресот.
-Контрола на зоната: Модерните линии за пробивање на челични ленти имаат независни затегнати зони за одмотување, отсекување и премотување. Ќелиите за оптоварување и регулаторите на затегнатоста мора редовно да се калибрираат.
-Тензијата треба да се постави врз основа на карактеристиките на материјалот: премногу ниско може да доведе до лизгање и лошо следење; премногу високо може да го истегне материјалот, предизвикувајќи деформација на рабовите.
-Премотување: Кај материјалите што можат да се навиваат, се применува поголема затегнатост на јадрото, постепено се намалува како што се зголемува дијаметарот на ролната за да се обезбеди стабилна ролна без истегнување. Неправилното стеснување може да предизвика оштетување на рабовите, нерамномерно намотување и да ја загрози конзистентноста на ширината.
-Материјално знаење: Различни материјали бараат различни стратегии за истегнување. Познавањето на модулот на еластичност и силата на отстапување на материјалот е од суштинско значење за да може да се измисли соодветна шема на затегнување за да се избегне материјална штета или прекршување на толеранцијата.
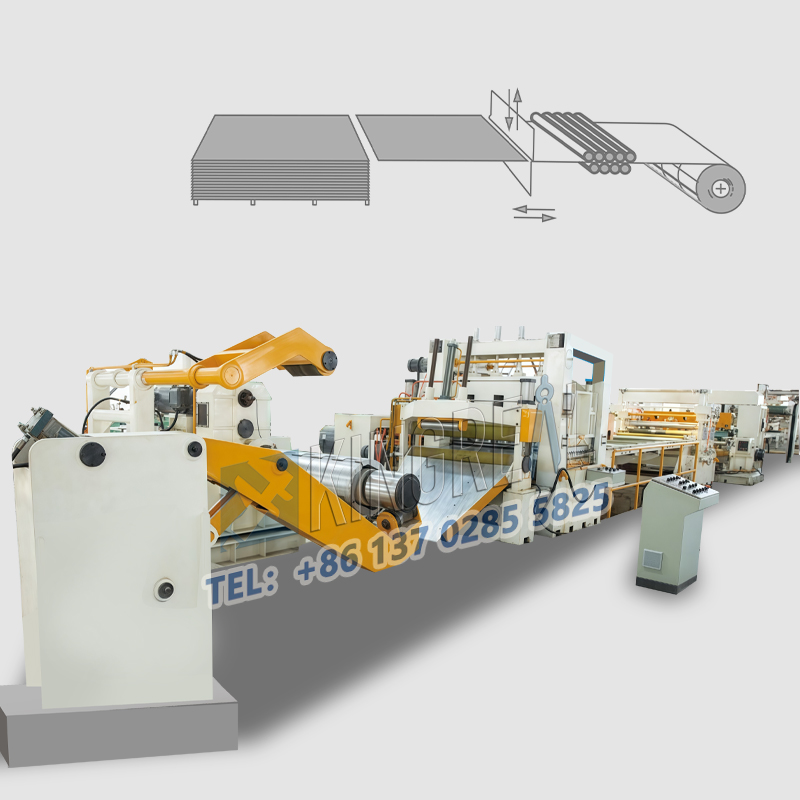
Поставките на алатот го одредуваат квалитетот на сечењето и прецизноста на димензиите, фокусирајќи се на четири клучни аспекти:
-Острина на алатот: досадна алатка може да го притисне или искине материјалот, создавајќи бруси и кршење на толеранциите. За одржување на остри рабови, треба да се постави распоред за острење/замена на алатот врз основа на карактеристиките на абење на материјалот и циклусот на обработка.
-Тип на алат и метод на рез: Изберете алатки врз основа на барањата за материјалот и сечењето. Изберете помеѓу стрижење со мува (континуирано со голема брзина), ротирачко стрижење (висока прецизност) или фиксно стрижење (наизменично мала серија) врз основа на потребите на клиентите за да се обезбедат толеранции.
-Оптимизација на агол: за машините за сечење челични ленти од типот на жилет, приспособете го аголот на сечилото според материјалот за да го избалансирате квалитетот на сечењето со абењето на алатот. Добро прилагодете ја празнината и преклопете ги горните и долните ножеви за линиите за сечење на челични ленти од типот на смолкнување (погледнете ја табелата на производителот и земете ги предвид квалитетите на материјалот). Несоодветната празнина или преклопување може да предизвика бруси и груби рабови.
-Оперативна стабилност: Обезбедете декамашина за сечење челични лентиНосачот на сечилото е паралелен со оската на сечилото и тој радијален одлив на ротационото сечило е минимизиран за да се избегнат траги од „зборување“ и нестабилен квалитет на рабовите.
 |
 |
Стандардизираното ракување со материјалите може да спречи варијации на толеранцијата предизвикана од материјалот. Фокусирајте се на четири клучни области:
-Интегритет на зглобот: Користете силни, рамномерно дебели споеви за да избегнете дефект на зглобот или прекумерна дебелина што може да предизвика заглавување на опремата, флуктуации на затегнатоста и оштетување на исечениот раб.
-Водење на рабовите: Активните веб-водичи се користат за да се осигура дека мрежата е центриран во областа за отсекување, спречувајќи отстапување на мрежата што резултира со нерамна ширина и слаб квалитет на надворешните рабови на лентата.
- Ракување со ролни: Користете кранови и дигалки на вратило за да ги вчитате и истоварите ролните. Избегнувајте удари или капки кои можат да го оштетат јадрото и да влијаат на концентричноста налинија за сечење на челични лентиинсталација. Внимателно ракувајте со готовите ролни за да спречите оштетување и деформација на рабовите.
-Управување со отпадоци: Чувајте ја чистотата на областа за сечење и веднаш отстранете ги остатоците за да спречите да ја отклонат мрежата, да се мешаат со секачот или да се заглават во ролната, што влијае на квалитетот и толеранциите.
Одржувањето обезбедува стабилностлинија за сечење на челични лентиработа и точност на толеранција со фокусирање на пет клучни области:
-Превентивно одржување: Проверете го усогласувањето на компонентите, лежиштата, затегнатоста на ременот, абењето на менувачот и пневматските/хидрауличните системи според распоредот на производителот и веднаш решете ги потенцијалните проблеми.
-Управување со подмачкување: Подмачкајте според одреденото време, количина и тип за да избегнете прекумерно подмачкување (слабо дисипација на топлина) или недоволно подмачкување (големо триење) што може да предизвика абење и вибрации на компонентите.
-Проверка на абење на компонентите: Редовно проверувајте ги клучните компоненти како што се лежиштата, вратилата и запчаниците и веднаш заменете ги сите тешко истрошени компоненти за да спречите вибрации, лизгање и неусогласеност да влијаат на толеранциите.
-Калибрирање и одржување: Редовно калибрирајте ги сензорите за затегнување, оптоварувачките ќелии и системите за дигитално позиционирање за да спречите грешки при мерењето предизвикани од некалибрирани инструменти, што може да влијае на поставките на параметрите.
-Чистење: Исчистете ја машината за сечење челични ленти од прашина, маснотии и остатоци, особено околу лежиштата, шините и сензорите, за да се обезбеди непречено функционирање и да се олесни откривањето на проблемите.