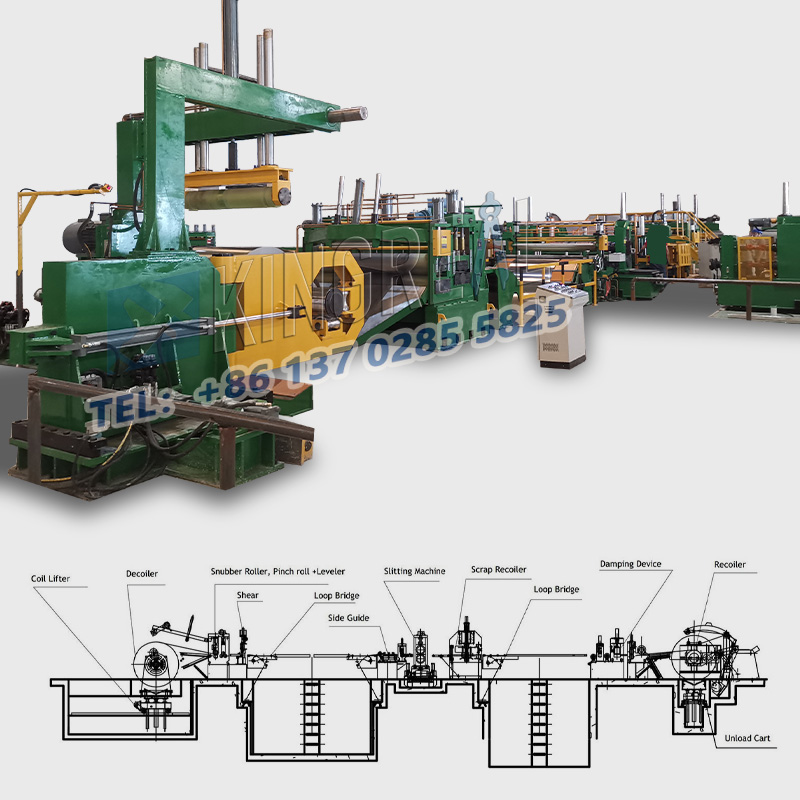
Точноста на опремата игра клучна улога во процесот на производство намашини за сечење на лим во должина.
Оваа статија ќе истражува во различни аспекти на линиите за сечење на лим, вклучувајќи ја точноста на механичката структура, точноста на системот за електрична контрола, квалитетот и одржувањето на алатот, ракувањето и позиционирањето на лимот и оптимизацијата на параметрите на процесот, целосно откривајќи ги тајните на квалитетот на машината со исечен лим до должина.

(1) Механичка структура точност за лим сече на должина машина
Механичката структура на алим сече до должина линијае нејзината основа, а прецизноста на производството на секоја компонента значително влијае на нејзините вкупни перформанси.
На пример, ако исправноста на водечките шини значително отстапува за време на обработката, лимот ќе се помести за време на транспортот, што ќе резултира со неточни димензии на сечењето.
Понатаму, точноста на чекорот на оловната завртка е подеднакво критична, што директно ја одредува точноста на хранењето на материјалот. Грешките во висината може да предизвикаат отстапувања во должината на сечењето, што влијае на квалитетот на финалниот производ.
На пример, за тенка бакарна фолија потребна за електронски компоненти со висока прецизност, барањата за исправност на водечката шина и точноста на чекорот на завртката се исклучително високи. Секое мало отстапување може да резултира со неквалификувани димензии на бакарна фолија, што ќе влијае на перформансите на електронските компоненти.
(2) Точност на системот за електрична контрола за машината за сечење на лим
Електричниот контролен систем на лим со исечен до должина ги регулира работните параметри на опремата. Неговата точност директно влијае на брзината на внесување на алатот и позицијата на сечење.
Точната контрола на серво моторот е многу важна за време на обработката на автомобилските делови, особено челични плочи со висока цврстина. Таа гарантира конзистентност на димензиите на компонентите и ги задоволува стандардите за склопување на автомобилот со тоа што ќе се осигура дека секоја грешка на локацијата на смолкнување останува во многу тесен опсег.
Покрај тоа, важна е брзината на одговор на контролниот систем. Брзиот и прецизен одговор овозможува навремено прилагодување на условите за работа на машината со исечен лим, избегнувајќи проблеми со квалитетот предизвикани од доцнење.
(1) Избор на материјал за алат за машина за сечење на лим
Волим сече до должина линии, изборот на материјалот за алатот мора да се заснова на карактеристиките на плочата што се обработува.
Брзобрзинските челични алати се соодветни за обични благи челични плочи бидејќи обезбедуваат одлични перформанси на сечење и прифатлива цена. Но, потребни се карбидни алатки за работа на поцврсти плочи како што се нерѓосувачки челик и легиран челик.
Нивната голема цврстина и отпорност на абење навистина го продолжуваат животниот век на алатот и гарантираат квалитет на сечењето.
Обработката на плочи од легура на титаниум во воздушниот сектор бара уште построг материјал за алат, што бара употреба на специфични ултратврди материјали за алат за да ја издржат високата јачина и цврстина на легурата.
(2) Подготовка на рабовите на алатот за машина за сечење на лим
Квалитетот на стрижената површина е под големо влијание на острите и груби рабови на алатот. Острите и мазни рабови на фино мелените алатки за сечење помагаат да се минимизираат дупчињата и кинењата при стрижење лим.
Висококвалитетните инструменти за сечење, на пример во обработката на алуминиумски лим за архитектонско украсување, гарантираат мазна, рамномерна површина на смолкнување, со што се намалува потребата за дополнително брусење и подобрување на изгледот на производот и ефикасноста на производството.
Покрај тоа, геометријата на работ на алатот за сечење мора да се прилагоди според дебелината и материјалот на лимот за да се гарантира рамномерна распределба на силата на смолкнување и оттука да се спречи концентрацијата на стрес што може да предизвика деформација на лимот.
(3) Одржување и замена на алатот за машината со исечен лим
Редовното одржување и нега на алатот, како што се чистење и подмачкување, можат ефикасно да спречат 'рѓа и зголемено абење.
Следењето на абењето на алатот и навремената замена на тешко истрошените алати е од клучно значење за да се обезбеди континуирано и стабилно функционирање на линијата исечена до должина на лимот. Општо земено, треба да се земе предвид замена на алатот кога абењето на најсовремената страна достигнува одредено ниво (на пр., 0,2 mm-0,5 mm, во зависност од материјалот на алатот и лимот што се обработува).
Континуираната употреба на прекумерно истрошени алатки може значително да го намали квалитетот на стрижењето на лим, што доведува до отстапувања во димензиите и зголемени бруси.
(1) Стабилност на системот за хранење за лим исечен до должина на линијата
Стабилен систем за хранење е од суштинско значење за да се обезбеди еднообразно и прецизно внесување на листовите вомашина за сечење на лим до должина.
Грубоста и заобленоста на површинските ролери може да влијаат на непречениот транспорт на листовите. Листот ќе вибрира за време на транзитот ако ролерите за напојување се груби или недоволно заоблени, предизвикувајќи варијации на димензиите на смолкнување.
Згора на тоа, важна е стабилноста на вртежниот момент на моторот за напојување; варијациите во погонскиот вртежен момент може да предизвикаат непредвидливи стапки на напојување.
На пример, потребен е многу стабилен систем за напојување кога се обработуваат галванизирани челични лимови за куќиштата на апаратот за да се гарантираат постојани димензии на смолкнување и така да се зачува прецизноста на склопувањето.
(2) Прецизност на уредот за позиционирање за лим исечен до должина на линијата
Прецизен уред за позиционирање осигурува дека листот е правилно поставен пред стрижењето. Точноста на уредот за позиционирање треба да се прилагоди според барањата за прецизност на обработката на листот, генерално постигнувајќи ±0,1mm до ±0,5mm.
Вообичаените методи за позиционирање вклучуваат механичко позиционирање и фотоелектрично позиционирање. Механичкото позиционирање нуди поедноставна структура, но релативно мала прецизност, додека фотоелектричното позиционирање нуди поголема точност и побрзи брзини на одговор.
Кога се обработуваат листови за компоненти на прецизни инструменти, често се користат фотоелектрични уреди за позиционирање за ефективно да се обезбеди точно позиционирање на листовите и да се подобри квалитетот на производот.
(1) Прилагодување на брзината на стрижење за машина за сечење лим до должина
Брзината на смолкнување треба да се избере според дебелината и материјалот на листот. Брзината на смолкнување може да се зголеми за потенки листови со цел да се зголеми излезната ефикасност.
Меѓутоа, за подебели или поцврсти листови, преголемите брзини на смолкнување може да го свиткаат листот и да го зголемат абењето на алатот. На пример, брзината на смолкнување може да се прилагоди на 30-50 удари во минута за обработка на обични челични лимови со дебелина од 1mm; за челични лимови со висока цврстина со дебелина од 5 mm, брзината на смолкнување треба да се намали на 10-20 удари во минута.
(2) Поставување на јазот за смолкнување за лим исечен до должина на линијата
Јазот на смолкнување се однесува на растојанието помеѓу горните и долните алатки за сечење. Неговата големина значително влијае на квалитетот на стрижената површина и животниот век на алатот за сечење.
Премалата празнина ќе го забрза абењето на алатот, па дури и ќе ги оштети алатите, додека преголемиот јаз ќе предизвика дупчиња и кинење на стрижената површина.
Општо земено, јазот на смолкнување треба да се постави на 5%-10% од дебелината на листот (специфичната вредност зависи од материјалот на лимот).
При обработка на листови од алуминиумска легура, поради нивната мекост, може да се користи помала вредност. Меѓутоа, кога се обработува потврд челик, потребен е поголем јаз на смолкнување.