Hotешка валана линија за сечењее важна опрема за производство широко користена во индустријата за преработка на метали. Неговата главна функција е да се намали поширокиот метален калем со топла валани во повеќе ленти од потребната ширина по насоката на должината. Овие ленти обично се користат во последователните процеси на тркалање, празно, ладно свиткување и печат и стануваат основни материјали за разни индустриски производи. Овој напис ќе го воведе работниот тек, техничките параметри, вообичаените проблеми со работењето и решенијата на машината за сечење топло валани детално. Ако треба да добиете повеќе параметри или видео информации, добредојде да се консултирате со Слитер на челик Кингреал!

Топли валани плочи се челични плочи или ленти што се тркалаат по загревањето. Неговите главни предности вклучуваат:
Висока цврстина: Топла валани плочи се обработуваат на високи температури, што може да елиминира внатрешен стрес и да ја подобри цврстината на материјалот.
Економичност: Во споредба со ладните валани плочи, топлите валани плочи имаат пониски трошоци за производство и се погодни за големо производство.
Висока ефикасност на производството: Машините за топла валани сечење можат брзо и ефикасно да ги намалат големите калеми во потребната ширина за да се прилагодат на промените во побарувачката на пазарот.
Поради овие карактеристики, топлите валани плочи се користат во градежни структури, производство на тешки машини и други полиња.
|
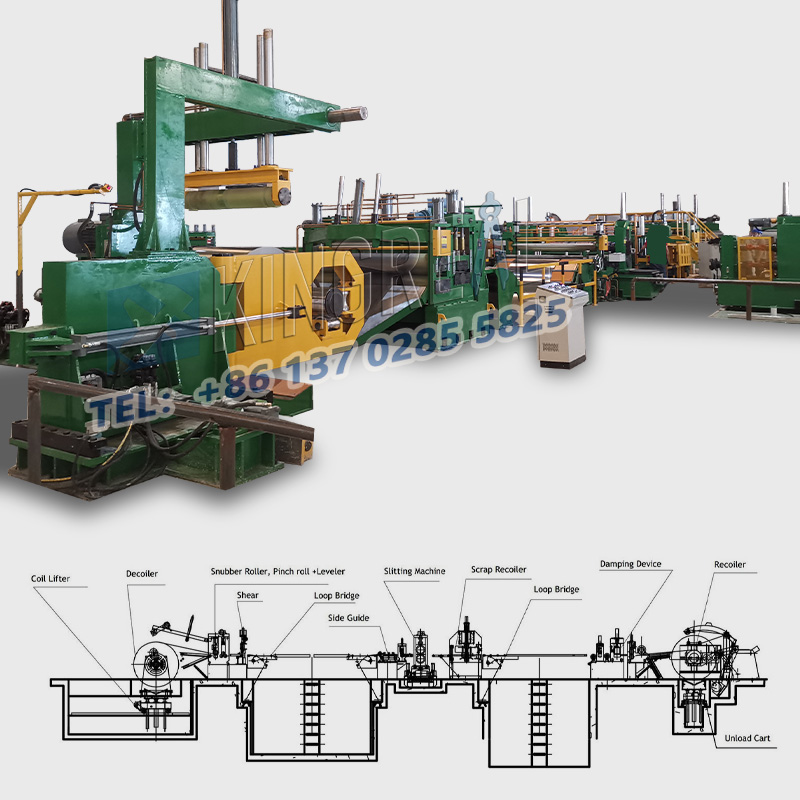
Вчитување заHotешка валана линија за сечење: Операторот ја храни топла валана калем во мандерот за декоилери. Откривање за топла валана машина за сечење: Декоилерот ја одврзува главната калем и го храни челикот во главата за сечење. Сечење за топла валана линија за отсекување: На главата за сечење, челикот се лизга во повеќе тесни ленти со ротирачко сечило. Инспекција за машина за лепење на топло валани: Операторот ја прегледува секоја влакно за да се осигури дека ширината на спецификацијата и состојбата на работ ги исполнуваат барањата. Олеснување на стресот за топла валана линија за отсекување: Странците минуваат низ ануларни јами за да го елиминираат стресот на материјалот по сечење и да се обезбеди премотување без да се наведнува. Склучување и пакување: Пакетот и пакетот секоја влакно според барањата на клиентот. |
 |
Модел
Модел 1
Модел 2
Модел 3
Модел 4
Оригинален калем
Топла валана плоча
Топла валана плоча
Топла валана плоча
Топла валана плоча
Дебелина на материјалот
0,8мм-6.0мм
0,8мм-6,0мм
2.0мм-12.0мм
3,0мм-16.0мм
Ширина на материјалот
1600мм (макс)
1800мм (макс)
2000мм (макс)
2200мм (макс)
Тежина на калем
30 тон (макс)
30 тон (макс)
30 тон (макс)
30 тон (макс)
Точност на ширина
± 0,15мм
± 0,15мм
± 0,2мм
± 0,3мм
Брзина на единицата
120м/мин (макс)
120м/мин (макс)
80м/мин (макс)
60м/мин (макс)
|
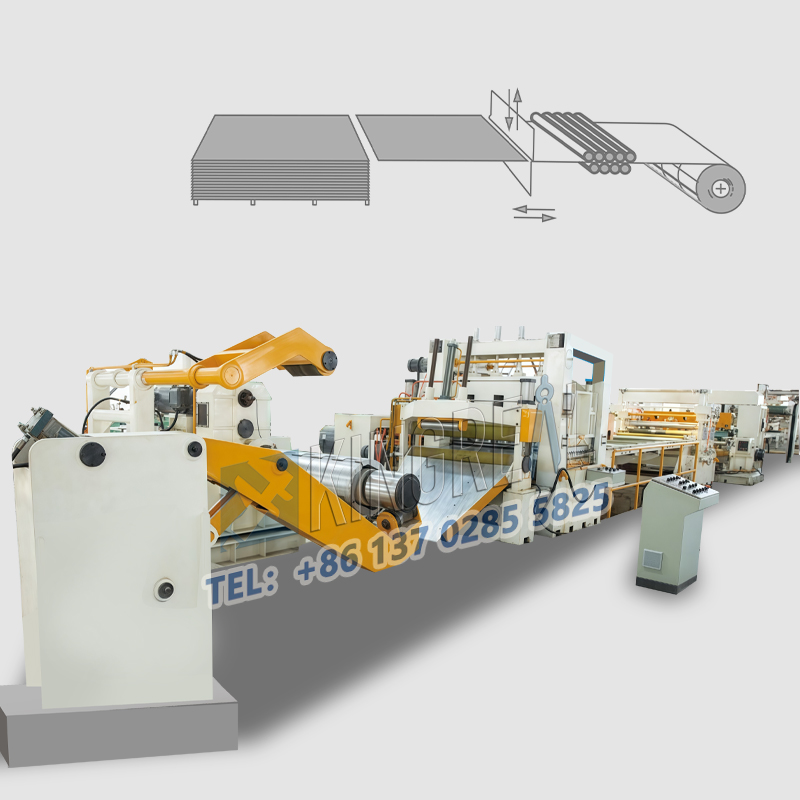
① Топло валана машина за сечење со капацитет за сечење со висока ефикасност Забележителна карактеристика наТопла валана машина за сечењее дека може да се намали до 40 тесни ленти во исто време. Оваа функција во голема мерка ги задоволува потребите на клиентите за големо производство. Со забрзувањето на индустријализацијата, побарувачката на пазарот за метални ленти расте, особено во индустриите како што се градежништвото, производството на автомобили и домашните уреди. Високиот капацитет на сечење на топла валана линија за сечење им овозможува на производителите да обезбедат голем број квалификувани производи за кратко време, со што ќе се подобри ефикасноста на производството и намалувањето на единечните трошоци. |
 |
|
Machine Машината за автоматизирана валана валана машина Топла валана линија за сечење усвојува целосно автоматизиран дизајн и е опремена со напреден систем за контрола за да се постигне голема брзина на работа. Максималната брзина на производство може да достигне 120 m/min, што значи дека може да се обработуваат повеќе материјали по единица време, што дополнително ја подобрува ефикасноста на производството. Целосно автоматизираниот дизајн не само што ја намалува потребата за рачна интервенција, туку ја намалува и можноста за грешки во работењето на човекот и ја подобрува конзистентноста и квалитетот на производот. Автоматизираниот систем за контрола на топла валана линија може да го следи процесот на производство во реално време и да ги прилагоди параметрите навреме за да ги задоволи потребите на различни материјали и дебелини. |
 |
|
③ Прилагодена машина за лепење на топло валани Со цел подобро да ги задоволи потребите на клиентите, кралскиот челик Слитер обезбедуваS прилагодени решенија за линијата за лепење на топла валани. Според цртежите обезбедени од клиентите и реалните потреби за производство, кралскиот челик Слитер е во состојба да дизајнира различни решенија за производство на машини за врела валани сечење за да обезбеди ефикасност и мазност на процесот на производство за клиентите. Машините за лепење на лепени за лепење на челик Кингреал се поделени на три главни типа за да се прилагодат на калеми со различни дебелини: Машина за лепење на лесен мерач: Специјализирана за обработка на калеми со дебелина од 0,2 мм до 3мм. Машина за сечење со среден мерач: Погоден е за калеми со дебелина од 3мм до 6мм. Машина за сечење на тешки мерачи: способна за обработка на калеми со дебелина од 6мм до 16мм. |
 |
НаHotешка валана линија за сечењеможе да произведе странично свиткување за време на процесот на отсекување. Може да биде предизвикано од следниве причини:
1. свиткување на суровини:
Стресот на челичната плоча не е целосно елиминиран за време на процесот на тркалање. По надолжното стрижење, стресот се ослободува и плочата е свиткана. Кога стресот во средината на плочата ќе се ослободи од обете страни, плочата се наведнува нанадвор; Кога стресот од обете страни на плочата е ослободен на средина, плочата се наведнува на средина.
2. свиткување поради закопчиња:
Бурците се поголеми заради неправилно прилагодување на јазот на сечилото за време на надолжното стрижење. Кога се тркалаат, закопчињата на работ се еквивалентни на поголема дебелина на плочата, што предизвикува да се истегне работ и свиткување.
3, свиткување поради нерамни празнини помеѓу горните и долните лопати:
Кога левите и десните празнини се поголеми, вовлекувањето на делот за стрижење е исто така поголема, а страната со помал јаз од левата и десната празнина има поголем дел, па се наведнува.
4. свиткување предизвикано од нерамномерна напнатост:
Кога се тркалаат, истата напнатост треба да се примени на целата ширина на челичната плоча. Ако напнатоста е концентрирана од едната страна, ќе се случи свиткување.
5. свиткување предизвикано од брзото движење на уредот за корекција на отстапување:
За време на обработката, ако брзината на корекција на отстапување е пребрза, страната во контакт со корекцијата на девијацијата ќе биде делумно проширена и свиткана.
Ако материјалот за листови е свиткан по надолжното стрижење, тоа сериозно ќе влијае на квалитетот на плочката на листот, така што мора да се елиминира. Треба да се посвети внимание на причините како што се тркалање на листовите, прилагодување на опремата и методот на работа.