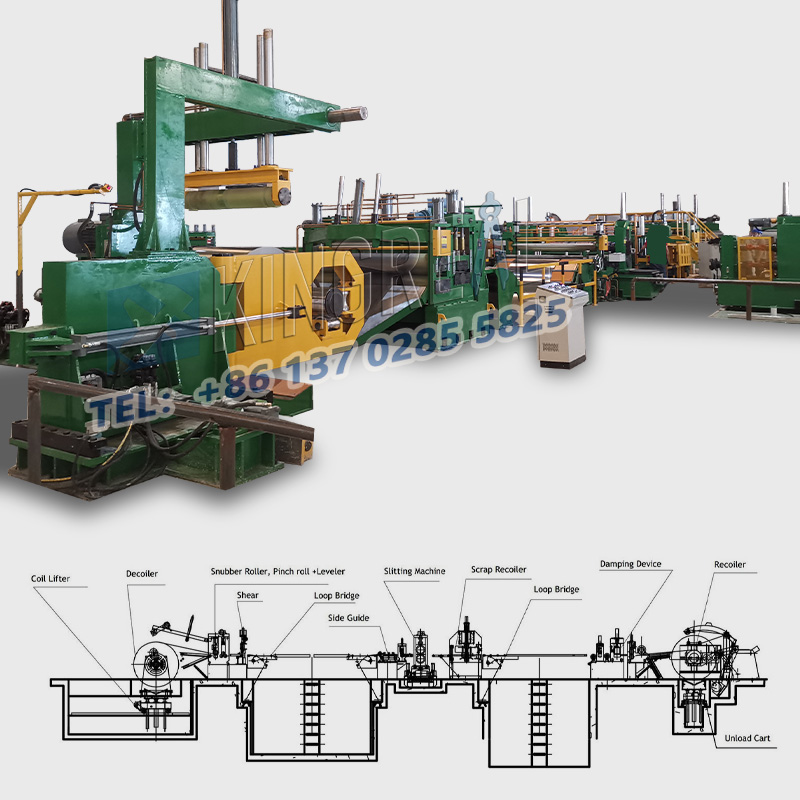
Во модерното производство,небесноy мерачот исечен на линиите со должина, како основна опрема на линиите за производство на метални плочи, широко се користат во производството на автомобили, производство на домашни апарати, градежни челични структури и други полиња. Ги претвора големите метални калеми во метални листови со прецизна големина преку мулти-процесна оперативна оперативна операција. Со континуираните промени во побарувачката на пазарот, особено зголемената побарувачка за обработка на дебели материјали за плочи, Слитер на челик Кингреал продолжува да иновира во дизајнирањето и развојот на машините за намалување на долгите до машини и е посветена на обезбедување на клиентите поефикасни и прецизни решенија.
Со повеќе од 20 години богато искуство, кралскиот челик Слитер има воспоставено блиски кооперативни односи со многу земји како Индонезија, Малезија, Сингапур, Русија, САД и Германија. Преку детална размена со глобални клиенти и истражување и анализа на пазарот, нашите инженери откриле дека многу клиенти имаат јасни барања за дебелината на калемите што можат да се справат со тешкиот мерач на линиите со должина. Овие барања зависат од крајната употреба на клиентот. Некои клиенти треба да исечат тенки метални калеми, додека други имаат итна потреба од машини за намалување на тешка должина до должина што можат да управуваат со дебели метални калеми. Како и да е, постојниот тежок мерач исечен на линиите со должина, сè уште се соочуваат со многу предизвици во дизајнот и производството.
После долг период на дизајн, производство и пробна работа, Кинреал челик Слитер започна машина за намалување на тешката должина што ги задоволува потребите на клиентите, обележувајќи ја нашата технолошка иновација во ова поле.

1.1 Предизвици на дизајн и производство
Од производната практика наТешки машини за намалување на должинатакои се ставени во производство на пазарот, неговиот производствен капацитет и потенцијалот се многу импресивни, но слабите врски често се појавуваат во процесите на греење и завршна обработка. Затоа, при дизајнирање на тешка линија за намалување на должината, инженерите на Слитер на челик Кингреал мора да обезбедат дека капацитетот на работилниците за греење и завршна обработка може да ги исполни барањата на машината за намалување на тешката должност.
Дизајнот на тешкиот мерач на намалување на должината мора да ги исполни следниве барања:
Совпаѓање на капацитетот на производство: Дизајнот мора да обезбеди дека е компатибилен со производниот капацитет на машината за намалување на тешката должина до должина.
Избор на сила на стрижење: Силата на стрижење треба да се остави со вишок за да се задоволат потребите на стрижење на калеми со поголема дебелина во иднина.
Квалитет и прецизност на стрижење: Мора да ги исполни барањата за континуирано подобрување на дебелиот квалитет на стрижење на плочата и димензионалната точност на челичната плоча.
Барања за контрола на автоматизација: Во однос на распоредот, изборот на опрема и структурата на тешкиот мерач на намалување на должината, мора да бидат исполнети барањата за контрола на автоматизација.
Капацитет за производство на вишок: Резервен вишок капацитет за производство на вишок да се справи со идното проширување на производниот капацитет и опсегот на производи.

1.2 Фактори кои влијаат на отпорноста на единицата за смолкнување
Во работењето наТешки машини за намалување на должината,Повеќе фактори влијаат на отпорноста на единицата, вклучително и:
1. Метални својства
Колку е поголема границата на јачината на металниот материјал, толку е поголема отпорноста на смолкнување и помала пластичноста. Ова значи дека колку е помала релативната длабочина на пенетрација за време на стрижење, толку порано ќе се појави метална фрактура. Затоа, отпорноста на единицата е тесно поврзана со јачината и пластичноста на металот.
2. Температура на стрижење
Високата или ниската температура на стрижење, исто така, директно ќе влијае на отпорноста на единицата. Колку е поголема температурата, толку е помала отпорноста на единицата и соодветната релативна длабочина на пенетрација за време на стрижењето е поголема. Ова е од големо значење за дизајнирањето и работата на тешкиот мерач на намалување на линиите со должина.
3. Длабочина на деформација
За време на топлото стрижење, отпорноста на единицата се зголемува со зголемувањето на брзината на деформација. Во случај на ладно стрижење, ефектот на брзината на стрижење врз отпорноста на единицата е релативно мал и обично може да се игнорира.
4. латерално дозвола за сечилото на смолкнување
Големината на латералниот клиренс на сечилото на смолкнување ќе влијае на состојбата на стресот за време на стрижењето. Кога латералниот клиренс постепено се зголемува, состојбата на стресот ќе се појави во низа од компресија → стрижење → свиткување. Разумната селекција и одржување на големината на латералниот дозвола за сечилото на смолкнување е клучно за правилна употреба на машината за намалување на тешката должност. Експериментите покажуваат дека како што се зголемува релативната латерална дозвола на сечилото на смолкнување, отпорноста на единицата се намалува, а соодветната релативна длабочина на пенетрација при фрактура се зголемува.

1.3 Ладење на креветот за ладење
Во производството наhEavy мерач пресечен до линија за должина,Ладењето на креветот за ладење е исто така важна врска. Откако челичната плоча со топла зацрвстување е обележана со уредот за обележување на топла челична плоча, влегува во креветот за ладење на зракот за одење. Во тоа време, температурата на челичната плоча е генерално околу 600-700 ℃, а температурата на дополнителната густа плоча може да достигне над 850.
Во креветот за ладење, логистиката на челични плочи со дебелина од 5-150мм ќе се подели на следниве насоки за проток:
Дополнителен кревет за ладење на дебели плочи: Челични плочи со дебелина поголема од 50мм Влезете во креветот за ладење бр.
Обичен кревет за ладење: челични плочи со дебелина помала од 50мм Внесете бр.1 и бр.2 кревети за ладење за ладење. Поради различните конфигурации на двата кревети за ладење, со цел да се подобри стапката на искористување на креветите за ладење, треба да се наредат подебели челични плочи да се ладат на бродот за ладење бр.1 колку што е можно повеќе.
На креветот за ладење, челичните плочи се испуштаат парче по парче, обично во форма од 1 ред или повеќе редови (до 4 реда). Латералното растојание на креветот за ладење е генерално 100-300мм; За креветот за ладење на екстра дебела плоча, просторот за празнење на челичните плочи треба постепено да се зголемува со зголемување на дебелината, со цел да се контролира тежината на оптоварувањето на единицата во границата што е дозволена од креветот за ладење.

Кинреален челик СлитерТешкиот мерач исечен до должина линијаима многу значајни карактеристики што го прават да се истакнува на пазарот:
(1) Адаптибилност на разноврсна дебелина
Способни за обработка на метални калеми во рамките на параметрите на дебелина од 6-20мм, овој систем се однесува на различни индустриски барања преку своите флексибилни можности за ракување со материјали.
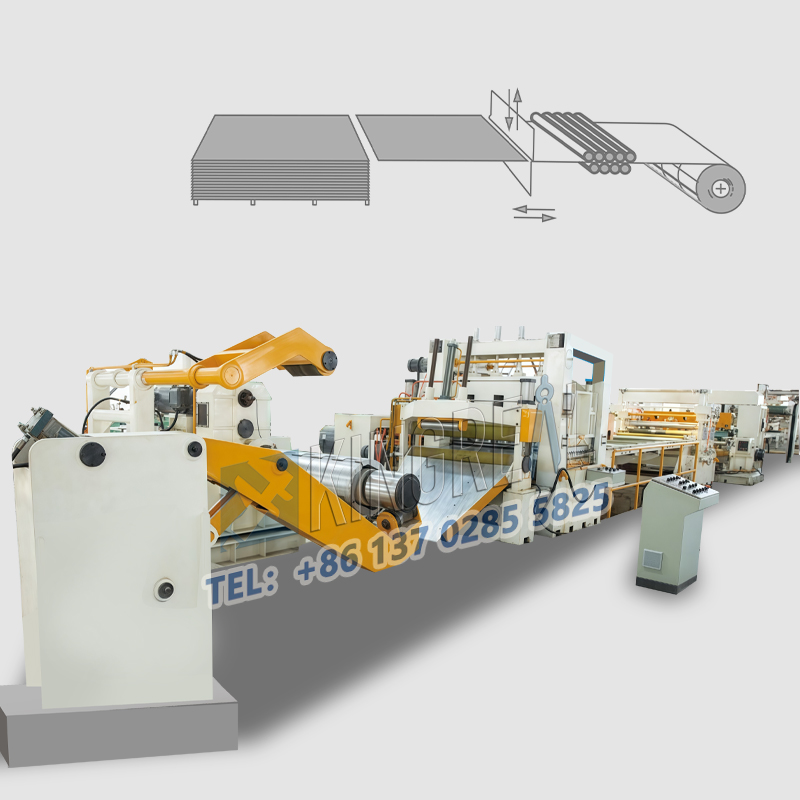
(2) високо-ефикасна архитектура за стрижење
Опремен со напредна технологија за летање на смолкнување, системот работи постојано со брзина на врв од 80м/мин, значително покачување на стапките на проток, додека одржува материјален интегритет.
(3) Интелигентна интеграција за автоматизација
Целосната контролна архитектура базирана на PLC обезбедува оперативна сигурност и конзистентност на процесите, значително намалување на грешките во човекот-фактор преку автоматско управување со работниот тек.
(4) Протокол за прецизно мерење
Интегриран систем за набудување во реално време автоматски ги потврдува и прикажува димензиите на сечење и броењето на сериите, гарантирајќи димензионална точност од 0,1 мм низ циклусите на производство.
(5) Сеопфатни безбедносни протоколи
Механизмите за двојна безбедност, вклучително и активирање на итна стоп и мулти-фаза алармни системи обезбедуваат операции во согласност со OSHA, додека ги минимизираат инцидентите на работното место.
(6) Решение за одговорна на пазарот
Наспроти позадината на ескалациските барања за метални материјали со прецизност, затегнати од прецизност, тимот за истражување и развој на „Кингреал челик“ има дизајнирано водечка индустрија водечки тешки мерачи на должина што ја синергизира техничката извонредност со трговска одржливост. Нашето решение демонстрира мерлива рентабилност преку:
|
30% подобрување на продуктивноста преку дизајн на континуирано работење |
|
25% Оперативно намалување на трошоците од автоматизирана контрола на квалитетот |
|
99,8% сигурност на процесот постигната преку вишок системи за безбедност |
 |
 |
 |
Како пионери во решенија за обработка на метали, ние ја одржуваме нашата индустрија примат преку:
✓ Двогодишни надградби на хидрауличен систем
✓ A-управувана интеграција за предвидување за одржување
✓ Прилагодливи модули за параметар за ниши апликации
За техничка консултација или прилагодени прашања за конфигурација, нашиот инженерски тим е подготвен да демонстрира како Кинреал Слитер на челикТешки машини за намалување на должинатаможе да ја оптимизира вашата матрица за производство. Контактирајте нè за да закажете техничка презентација на длабоко нуркање и да откриете конкурентни предности прилагодени на вашите операции за обработка на метали.